Устройство для ультразвуковой магнитно-абразивной обработки прутка или проволоки
Номер патента: U 8004
Опубликовано: 28.02.2012
Авторы: Агейчик Валерий Александрович, Линник Александр Владимирович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович
Текст
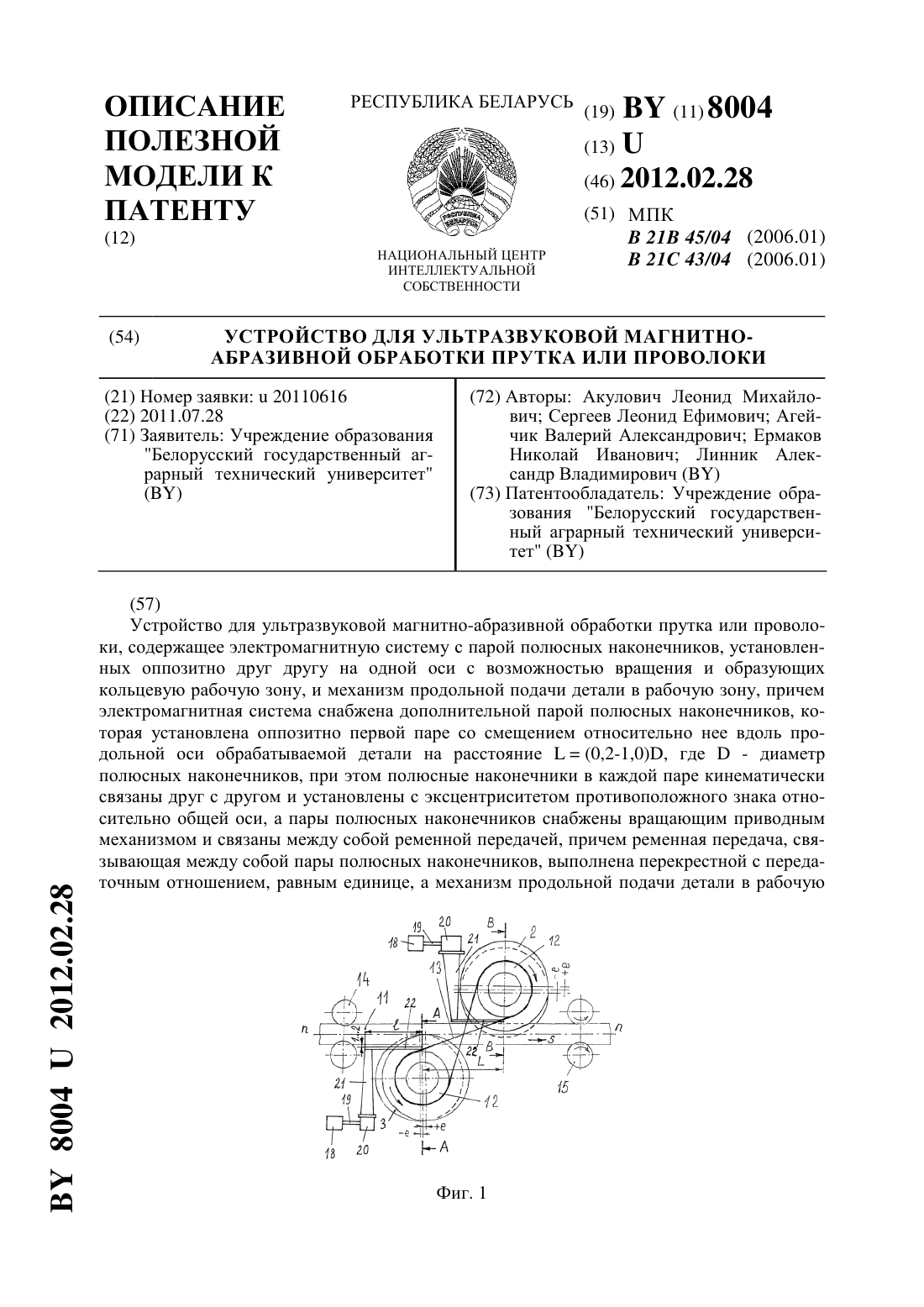
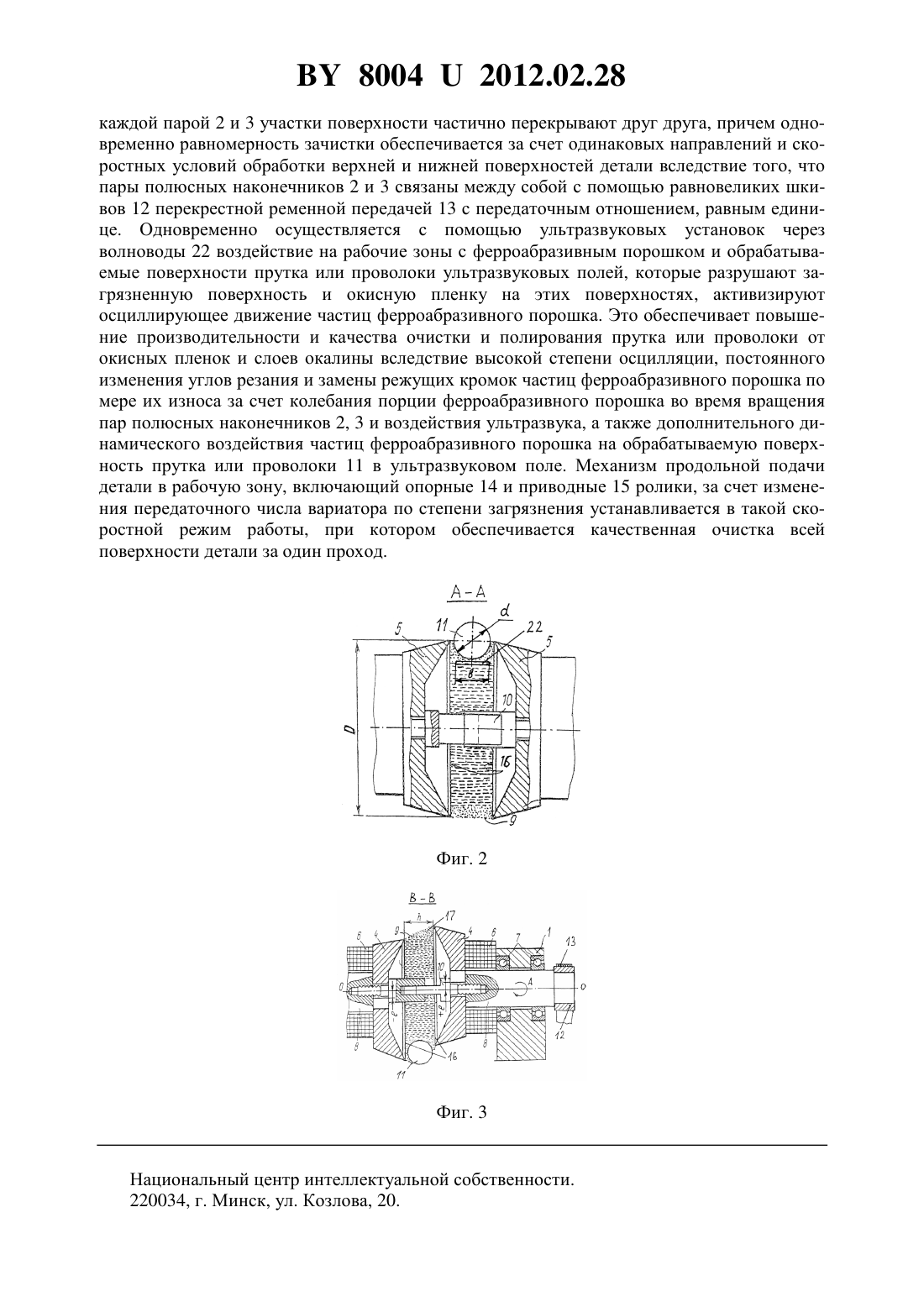
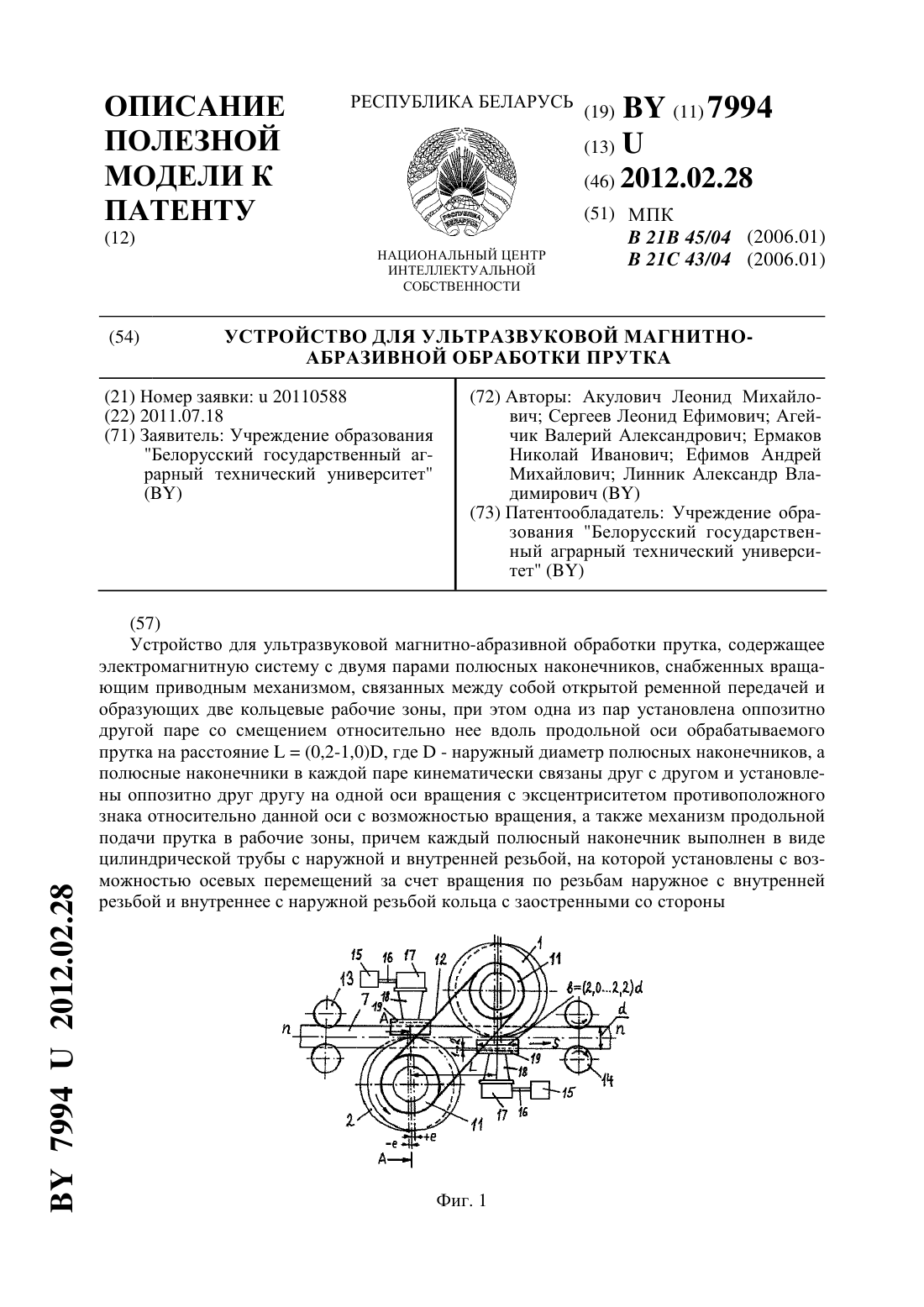
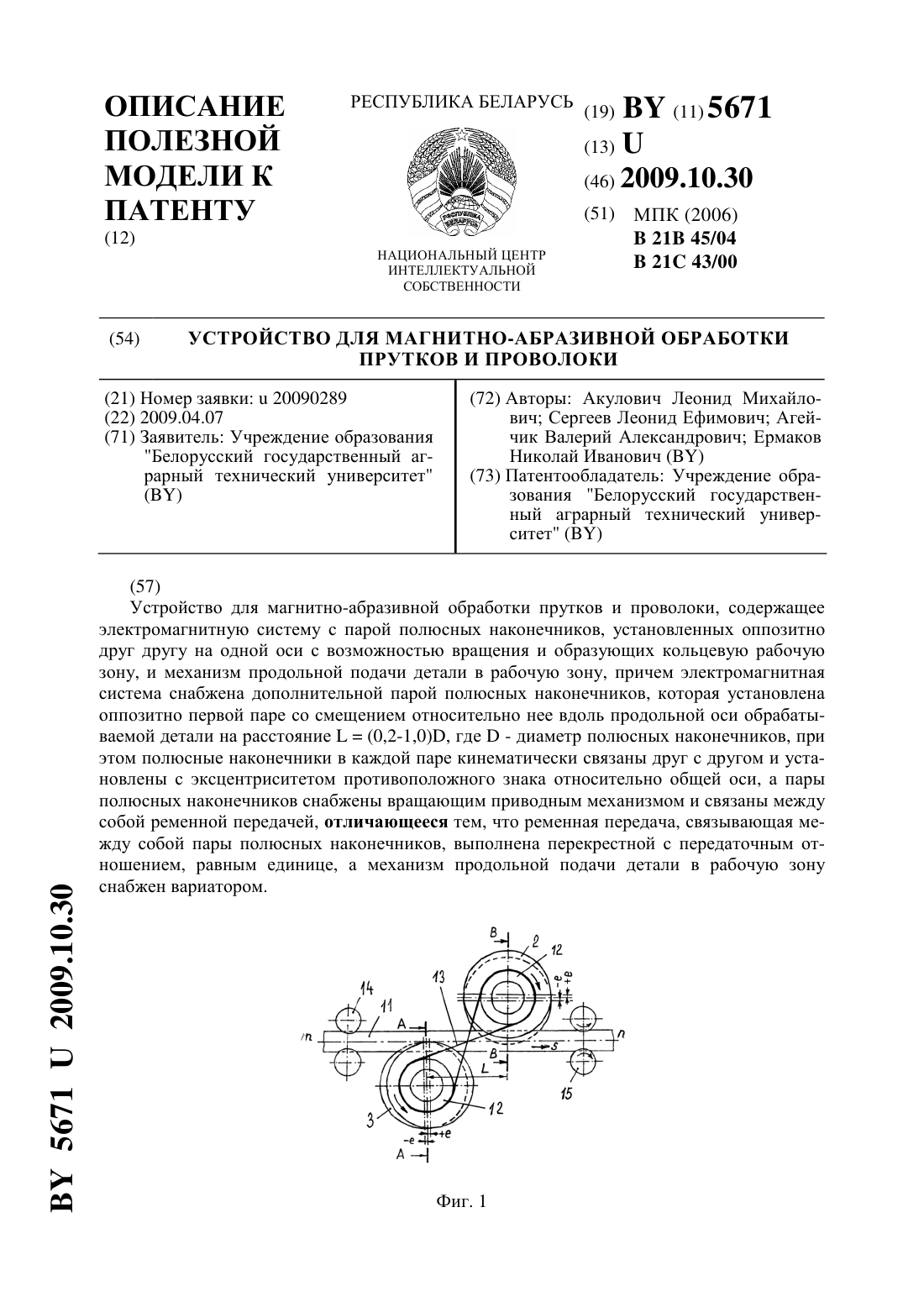
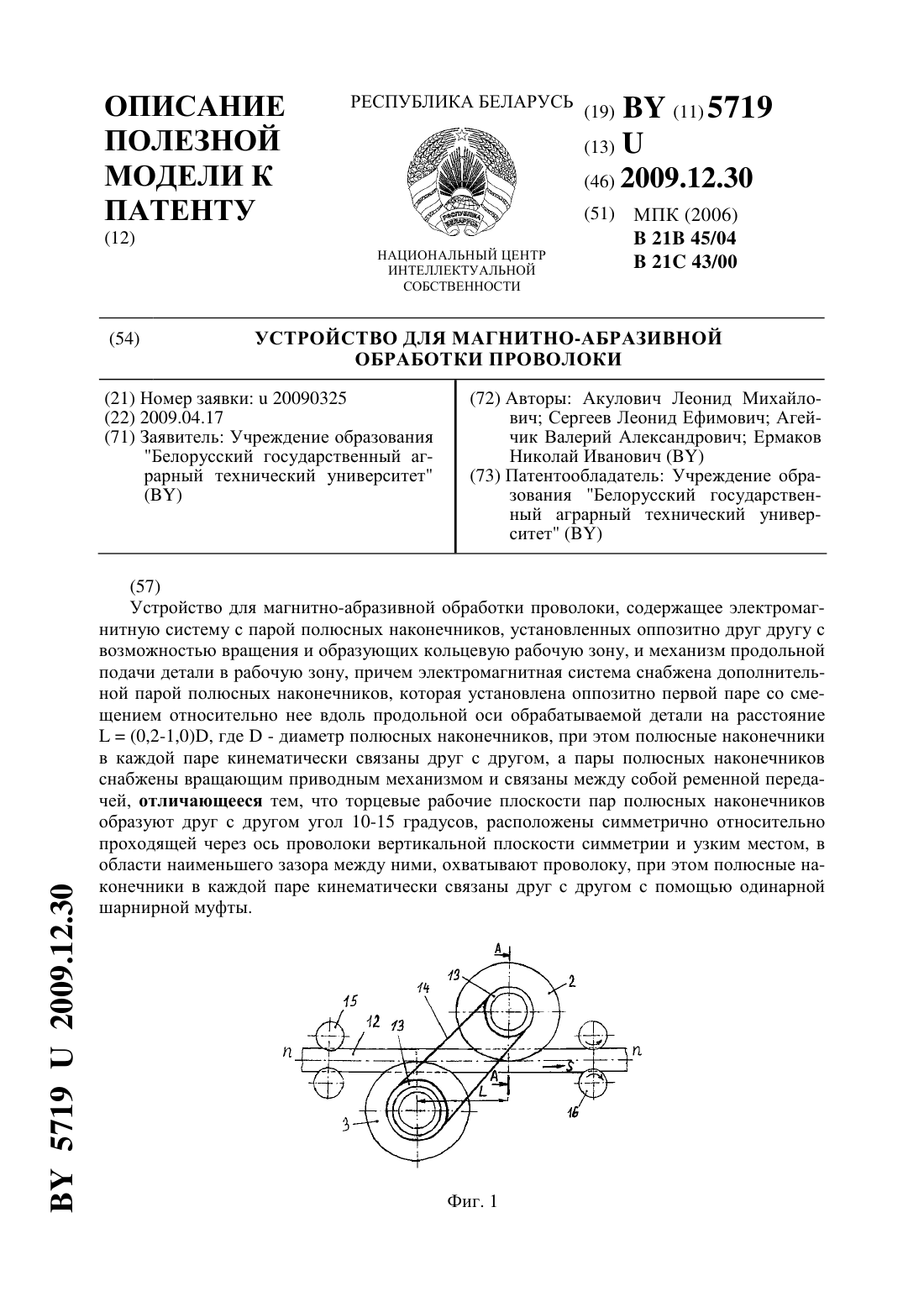
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ МАГНИТНОАБРАЗИВНОЙ ОБРАБОТКИ ПРУТКА ИЛИ ПРОВОЛОКИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Линник Александр Владимирович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для ультразвуковой магнитно-абразивной обработки прутка или проволоки, содержащее электромагнитную систему с парой полюсных наконечников, установленных оппозитно друг другу на одной оси с возможностью вращения и образующих кольцевую рабочую зону, и механизм продольной подачи детали в рабочую зону, причем электромагнитная система снабжена дополнительной парой полюсных наконечников, которая установлена оппозитно первой паре со смещением относительно нее вдоль продольной оси обрабатываемой детали на расстояние(0,2-1,0), где- диаметр полюсных наконечников, при этом полюсные наконечники в каждой паре кинематически связаны друг с другом и установлены с эксцентриситетом противоположного знака относительно общей оси, а пары полюсных наконечников снабжены вращающим приводным механизмом и связаны между собой ременной передачей, причем ременная передача, связывающая между собой пары полюсных наконечников, выполнена перекрестной с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую 80042012.02.28 зону снабжен вариатором, отличающееся тем, что перед каждой парой полюсных наконечников со стороны подачи прутка или проволоки установлена ультразвуковая установка,включающая генератор электрического напряжения, пьезоэлектрический преобразователь, концентратор колебаний и консольно закрепленный на нем своей расположенной со стороны подачи прутка или проволоки частью волновод, причем каждый выполненный из титанового сплава в виде пластины толщиной стенки 23 мм волновод расположен горизонтально от поверхности прутка или проволоки с зазором 12 мм симметрично проходящей через ось прутка или проволоки вертикальной плоскости, имеет ширину, равную диаметру прутка или проволоки , и длину, равную (0,60,7), при этом торец каждого волновода касается перпендикулярной оси прутка или проволоки плоскости, проходящей через ось вращения ближайшего к волноводу расположенного шкива открытой ременной передачи, приводящего во вращение пару полюсных наконечников, перед которой и частично внутри которой расположен волновод, а направление вращения пар полюсных наконечников установлено таким, что вектора скорости нижних точек верхней пары и верхних точек нижней пары направлены против направления движения прутка или проволоки в сторону расположенных внутри пар полюсных наконечников волноводов.(56) 1. Старобинец И.М. Применение ультразвука в технологии нанесения полимерных порошковых покрытий. ЛДНТП, 1981. - С. 14-21. 2. Киселев М.Г., Минченя В.Т., Ибрагимов В.А. Ультразвук в поверхностной обработке материалов. - Минск Тесей, 2001. - С. 343. 3. Патент на полезную модель РБ 5671 , 2009. Полезная модель относится к абразивной обработке длинномерных изделий и может быть использована во всех отраслях промышленности, в частности для очистки и полирования прутка или проволоки от окисных пленок и слоев окалины. Известно 1, 2 применение ультразвука для интенсификации технологических процессов получения порошковых композиций и покрытия ими различных поверхностей, а также магнитно-абразивной обработки поверхностей. Известно 3 устройство для магнитно-абразивной обработки прутков и проволоки,содержащее электромагнитную систему с парой полюсных наконечников, установленных оппозитно друг другу на одной оси с возможностью вращения и образующих кольцевую рабочую зону, и механизм продольной подачи детали в рабочую зону, причем электромагнитная система снабжена дополнительной парой полюсных наконечников, которая установлена оппозитно первой паре со смещением относительно нее вдоль продольной оси обрабатываемой детали на расстояние(0,2-1,0), где- диаметр полюсных наконечников, при этом полюсные наконечники в каждой паре кинематически связаны друг с другом и установлены с эксцентриситетом противоположного знака относительно общей оси, а пары полюсных наконечников снабжены вращающим приводным механизмом и связаны между собой ременной передачей, где ременная передача, связывающая между собой пары полюсных наконечников, выполнена перекрестной с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую зону снабжен вариатором. Такое устройство не позволяет производить высокопроизводительную и качественную равномерную очистку и полирование средних и малых размеров прутков от окисных пленок и слоев окалины, так как при высокой степени охвата поверхности прутков ферроабразивным порошком устройство не позволяет добиться высокой степени осцилляции,обеспечивающей обновление и переориентацию ферроабразивного порошка, постоянное 2 80042012.02.28 изменение углов резания и замену режущих кромок частиц ферроабразивного порошка по мере их износа. Это снижает эффективность применения магнитно-абразивной обработки металлов и увеличивает расход дорогостоящего ферроабразивного порошка при выполнении технологического процесса, снижает производительность, а также качество очистки и полирования поверхности прутков от окисных пленок и слоев окалины. Задача, которую решает полезная модель, заключается в повышении производительности и качества очистки и полирования прутка или проволоки от окисных пленок и слоев окалины. Поставленная задача решается с помощью устройства для ультразвуковой магнитноабразивной обработки прутка или проволоки, содержащего электромагнитную систему с парой полюсных наконечников, установленных оппозитно друг другу на одной оси с возможностью вращения и образующих кольцевую рабочую зону, и механизм продольной подачи детали в рабочую зону, причем электромагнитная система снабжена дополнительной парой полюсных наконечников, которая установлена оппозитно первой паре со смещением относительно нее вдоль продольной оси обрабатываемой детали на расстояние(0,2-1,0), где- диаметр полюсных наконечников, при этом полюсные наконечники в каждой паре кинематически связаны друг с другом и установлены с эксцентриситетом противоположного знака относительно общей оси, а пары полюсных наконечников снабжены вращающим приводным механизмом и связаны между собой ременной передачей,причем ременная передача, связывающая между собой пары полюсных наконечников,выполнена перекрестной с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую зону снабжен вариатором, где перед каждой парой полюсных наконечников со стороны подачи прутка или проволоки установлена ультразвуковая установка, включающая генератор электрического напряжения, пьезоэлектрический преобразователь, концентратор колебаний и консольно закрепленный на нем своей расположенной со стороны подачи прутка или проволоки частью волновод,причем каждый выполненный из титанового сплава в виде пластины толщиной стенки 23 мм волновод расположен горизонтально от поверхности прутка или проволоки с зазором 12 мм симметрично проходящей через ось прутка или проволоки вертикальной плоскости, имеет ширину, равную диаметру прутка или проволоки , и длину, равную(0,60,7), при этом торец каждого волновода касается перпендикулярной оси прутка или проволоки плоскости, проходящей через ось вращения ближайшего к волноводу расположенного шкива открытой ременной передачи, приводящего во вращение пару полюсных наконечников, перед которой и частично внутри которой расположен волновод, а направление вращения пар полюсных наконечников установлено таким, что вектора скорости нижних точек верхней пары и верхних точек нижней пары направлены против направления движения прутка или проволоки в сторону расположенных внутри пар полюсных наконечников волноводов. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутка или проволоки от окисных пленок и слоев окалины вследствие воздействия ультразвукового поля. На фиг. 1 изображена принципиальная схема устройства для ультразвуковой магнитно-абразивной обработки прутка или проволоки, вид сбоку на фиг. 2 - сечение - на фиг. 1 на фиг. 3 - сечение - на фиг. 1. Устройство для ультразвуковой магнитно-абразивной обработки прутка или проволоки содержит электромагнитную систему, включающую в себя магнитопровод 1, установленный, например, на станине станка (на фиг. не показана), и верхнюю 2 и нижнюю 3 пары полюсных наконечников 4 и 5. На магнитопроводе 1 закреплены магнитные катушки 6, соединенные с источником постоянного тока. В магнитопроводе 1 установлены подшипники 7, на которые опираются валы 8. В каждой паре 2 и 3 полюсные наконечники,соответственно 4 и 5, установлены на валах с возможностью вращения оппозитно друг 3 80042012.02.28 другу и образуют кольцевую рабочую зону 9. При этом полюсные наконечники 4 и 5 в каждой паре 2 и 3 кинематически связаны друг с другом разъемными соединениями 10,выполненными в виде винтов, которыми полюсные наконечники 4 и 5 крепятся к валам 8 таким образом, что они установлены с зазором , имеют общую ось вращения - и смещены относительно ее на величину эксцентриситета е противоположного знака. Пары полюсных наконечников 2 и 3 установлены оппозитно друг другу относительно обрабатываемой детали 11 со смещением относительно ее продольной оси на расстояние(0,2-1,0), где- диаметр полюсных наконечников. Пары полюсных наконечников 2 и 3 снабжены вращающимся приводным механизмом, обеспечивающим передачу крутящего момента от электродвигателя (на фиг. не показан), и связаны между собой с помощью равновеликих шкивов 12 перекрестной ременной передачей 13 с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую зону,включающий опорные 14 и приводные 15 ролики, снабжен вариатором (на фиг. не показан). Пространство между торцовыми поверхностями 16 полюсных наконечников 4 и 5 заполнено ферромагнитным абразивным порошком 17. Перед каждой парой полюсных наконечников 2 и 3 со стороны подачи прутка или проволоки установлена ультразвуковая установка, включающая генератор электрического напряжения 18, электропровод 19, пьезоэлектрический преобразователь 20, концентратор колебаний 21 и консольно закрепленный на нем своей расположенной со стороны подачи прутка или проволоки частью волновод 22. Каждый выполненный из титанового сплава в виде пластины толщиной стенки 23 мм волновод 22 расположен горизонтально от поверхности прутка или проволоки 11 с зазором 12 мм симметрично проходящей через ось прутка или проволоки вертикальной плоскости, имеет ширину в, равную диаметру прутка или проволоки , и длину , равную (0,60,7), при этом торец каждого волновода 22 касается перпендикулярной оси прутка или проволоки плоскости, проходящей через ось вращения ближайшего к волноводу 22 расположенного шкива 12 открытой ременной передачи 13,приводящего во вращение пару полюсных наконечников, перед которой и частично внутри которой расположен волновод. Направление вращения пар полюсных наконечников 2 и 3 установлено таким, что вектора скорости нижних точек верхней пары 2 и верхних точек нижней пары 3 направлены против направления движения прутка или проволоки 11 в сторону расположенных внутри пар полюсных наконечников 2 и 3 волноводов 22. Устройство работает следующим образом. В электромагнитные катушки 6 подается электрический ток, образуется электрическое поле катушек 6 и осуществляется намагничивание полюсных наконечников 4 и 5. Ферромагнитный абразивный порошок 17 под воздействием магнитного поля уплотняется в зазорахмежду полюсными наконечниками 4 и 5 и образует две кольцевые рабочие зоны 9. Полюсные наконечники 4 и 5 через валы 8, шкивы 12, ременную передачу 13 получают движение вращения. Обрабатываемая деталь в виде проволоки от вращающихся роликов 15 получает поступательное движение подачи по стрелкеи перемещается между парами 2 и 3 полюсных наконечников 4 и 5 таким образом, что ее ось симметрии - является касательной к наружным поверхностям кольцевых зон 9, заполненных порошком 17. При установке наконечников 4 и 5 в паре 2 и 3 на одной оси вращения - каждая пара 2 и 3 обрабатывает свою половину поверхности детали 11. На границах этих обработанных половин съем металла меньше, чем на других участках поверхности. Для гарантированной обработки всей поверхности и повышения равномерности съема металла полюсные наконечники 4 и 5 в каждой паре 2 и 3 смещены от оси вращения - в противоположные стороны, то есть устанавливаются с эксцентриситетом е противоположного знака. В этом случае при вращении пары 2 и 3 полюсных наконечников 4 и 5 с радиальным биением в противофазе порошковые частицы 17 как бы совершают колебательное движение по окружности обрабатываемой поверхности. В результате каждая пара 2 и 3 наконечников 4 и 5 обрабатывает не половину, а большую часть поверхности детали 11, а обработанные 4 80042012.02.28 каждой парой 2 и 3 участки поверхности частично перекрывают друг друга, причем одновременно равномерность зачистки обеспечивается за счет одинаковых направлений и скоростных условий обработки верхней и нижней поверхностей детали вследствие того, что пары полюсных наконечников 2 и 3 связаны между собой с помощью равновеликих шкивов 12 перекрестной ременной передачей 13 с передаточным отношением, равным единице. Одновременно осуществляется с помощью ультразвуковых установок через волноводы 22 воздействие на рабочие зоны с ферроабразивным порошком и обрабатываемые поверхности прутка или проволоки ультразвуковых полей, которые разрушают загрязненную поверхность и окисную пленку на этих поверхностях, активизируют осциллирующее движение частиц ферроабразивного порошка. Это обеспечивает повышение производительности и качества очистки и полирования прутка или проволоки от окисных пленок и слоев окалины вследствие высокой степени осцилляции, постоянного изменения углов резания и замены режущих кромок частиц ферроабразивного порошка по мере их износа за счет колебания порции ферроабразивного порошка во время вращения пар полюсных наконечников 2, 3 и воздействия ультразвука, а также дополнительного динамического воздействия частиц ферроабразивного порошка на обрабатываемую поверхность прутка или проволоки 11 в ультразвуковом поле. Механизм продольной подачи детали в рабочую зону, включающий опорные 14 и приводные 15 ролики, за счет изменения передаточного числа вариатора по степени загрязнения устанавливается в такой скоростной режим работы, при котором обеспечивается качественная очистка всей поверхности детали за один проход. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21B 45/04, B21C 43/04
Метки: устройство, ультразвуковой, или, обработки, проволоки, магнитно-абразивной, прутка
Код ссылки
<a href="https://by.patents.su/5-u8004-ustrojjstvo-dlya-ultrazvukovojj-magnitno-abrazivnojj-obrabotki-prutka-ili-provoloki.html" rel="bookmark" title="База патентов Беларуси">Устройство для ультразвуковой магнитно-абразивной обработки прутка или проволоки</a>
Устройство для ультразвуковой магнитно-абразивной обработки прутка
Номер патента: U 7994
Опубликовано: 28.02.2012
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Ефимов Андрей Михайлович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Линник Александр Владимирович
МПК: B21C 43/04, B21B 45/04
Метки: обработки, ультразвуковой, магнитно-абразивной, прутка, устройство
Текст:
...через ось вращения ближайшего оппозитно оси прутка волноводу расположенного шкива открытой ременной передачи, при этом внутренний радиус волновода с центром на оси прутка равен/2, а расположенные параллельно оси прутка боковые стороны каждого волновода равны в(2,02,2), где- диаметр прутка. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутков от окисных...
Устройство для магнитно-абразивной обработки прутков и проволоки
Номер патента: U 5671
Опубликовано: 30.10.2009
Авторы: Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович
МПК: B21C 43/00, B21B 45/04
Метки: магнитно-абразивной, обработки, проволоки, устройство, прутков
Текст:
...наконечников, выполнена перекрестной с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую зону снабжен вариатором. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутков и проволоки от окисных пленок и слоев окалины вследствие установленной, в зависимости от степени плотности и толщины пленок покрытия прутков и...
Устройство для магнитно-абразивной обработки проволоки
Номер патента: U 5719
Опубликовано: 30.12.2009
Авторы: Ермаков Николай Иванович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
МПК: B21B 45/04, B21C 43/00
Метки: обработки, магнитно-абразивной, устройство, проволоки
Текст:
...с другом угол 10-15 градусов, расположены симметрично относительно проходящей через ось проволоки вертикальной плоскости симметрии и узким местом, в области наименьшего зазора между ними, охватывают проволоку, при этом полюсные наконечники в каждой паре кинематически связаны друг с другом с помощью одинарной шарнирной муфты. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и...
Устройство для магнитно-абразивной обработки прутка
Номер патента: 14666
Опубликовано: 30.08.2011
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 31/03
Метки: прутка, обработки, магнитно-абразивной, устройство
Текст:
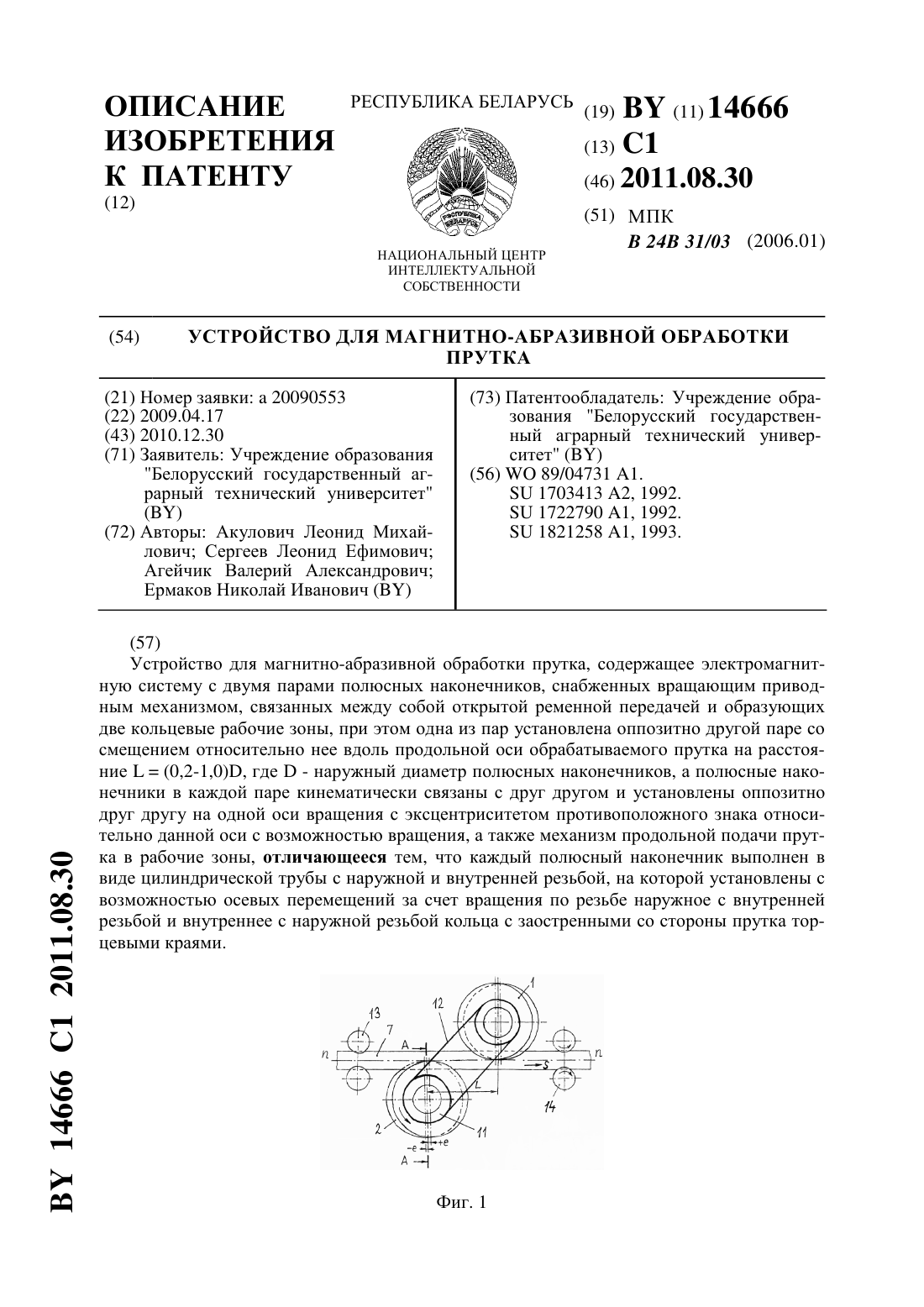
...На фиг. 1 изображена принципиальная схема устройства для магнитно-абразивной обработки прутка, вид сбоку на фиг. 2 - сечение - на фиг. 1 на фиг. 3 - сечение - на фиг. 2. Устройство для магнитно-абразивной обработки прутка содержит электромагнитную систему, включающую в себя магнитопровод, установленный, например, на станине станка (на фиг. не показаны), и верхнюю 1 и нижнюю 2 пары полюсных наконечников. На магнитопроводе закреплены...
Устройство для магнитно-абразивной обработки прутков или проволоки
Номер патента: 14971
Опубликовано: 30.10.2011
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Агейчик Валерий Александрович
МПК: B24B 31/03
Метки: прутков, проволоки, устройство, магнитно-абразивной, или, обработки
Текст:
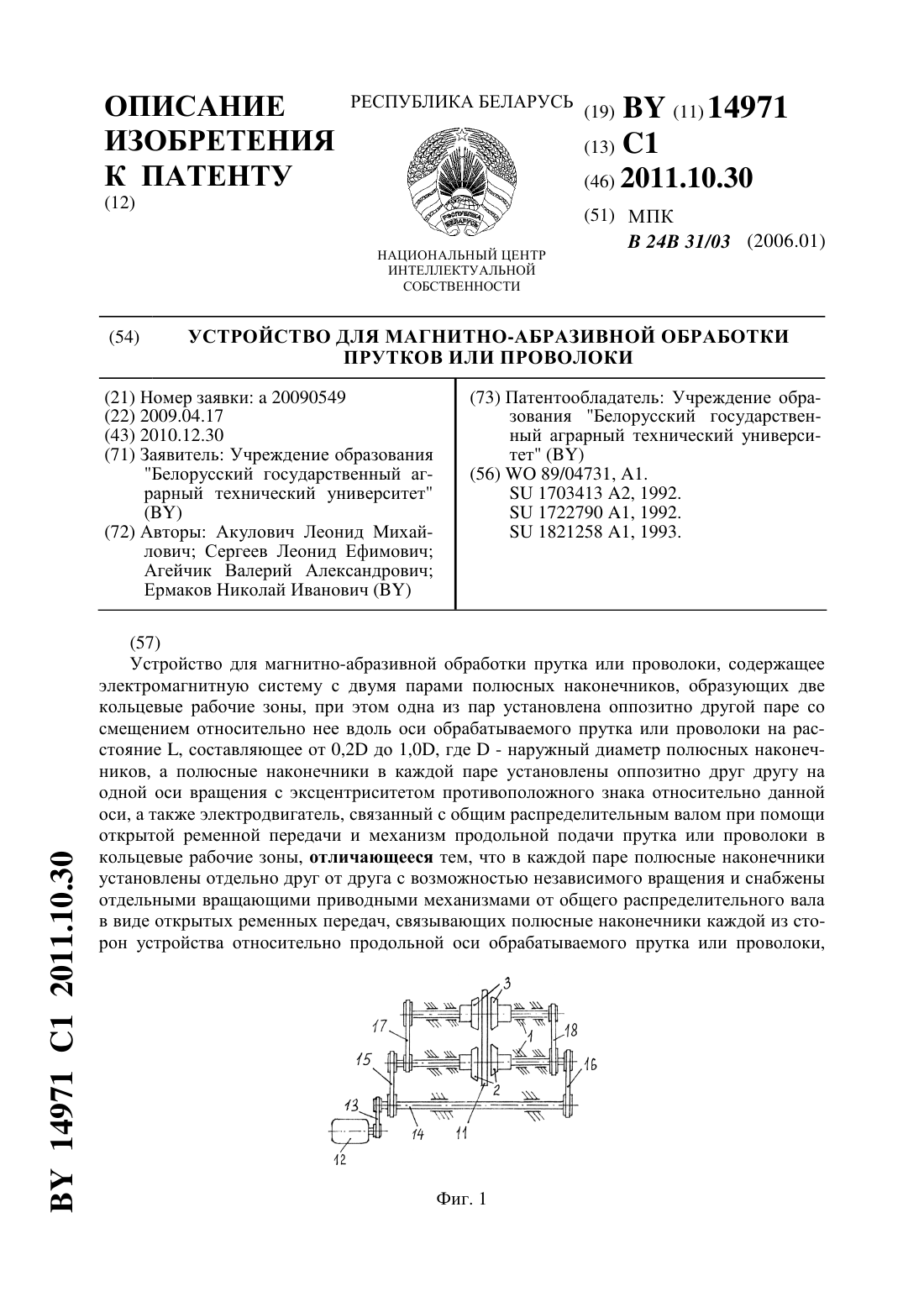
...очистки и полирования прутков и проволоки от окисных пленок и слоев окалины, вследствие высокой степени осцилляции, обеспечивающей обновление и переориентацию ферроабразивного порошка, постоянного изменения углов резания и замены режущих кромок частиц ферроабразивного порошка по мере их износа,что обеспечивается за счет вращения расположенных на одной оси полюсных наконечников каждой пары относительно друг друга. На фиг. 1 изображена...
Предыдущий патент: Устройство для выжимания жидкости из влагосодержащих материалов
Следующий патент: Устройство для моделирования системы связи
Случайный патент: Зеркальный объектив космического телескопа