Состав для карбонитрации инструментальной штамповой стали
Номер патента: 18378
Опубликовано: 30.06.2014
Авторы: Галынская Нина Александровна, Кухарева Наталия Георгиевна, Петрович Светлана Николаевна
Текст
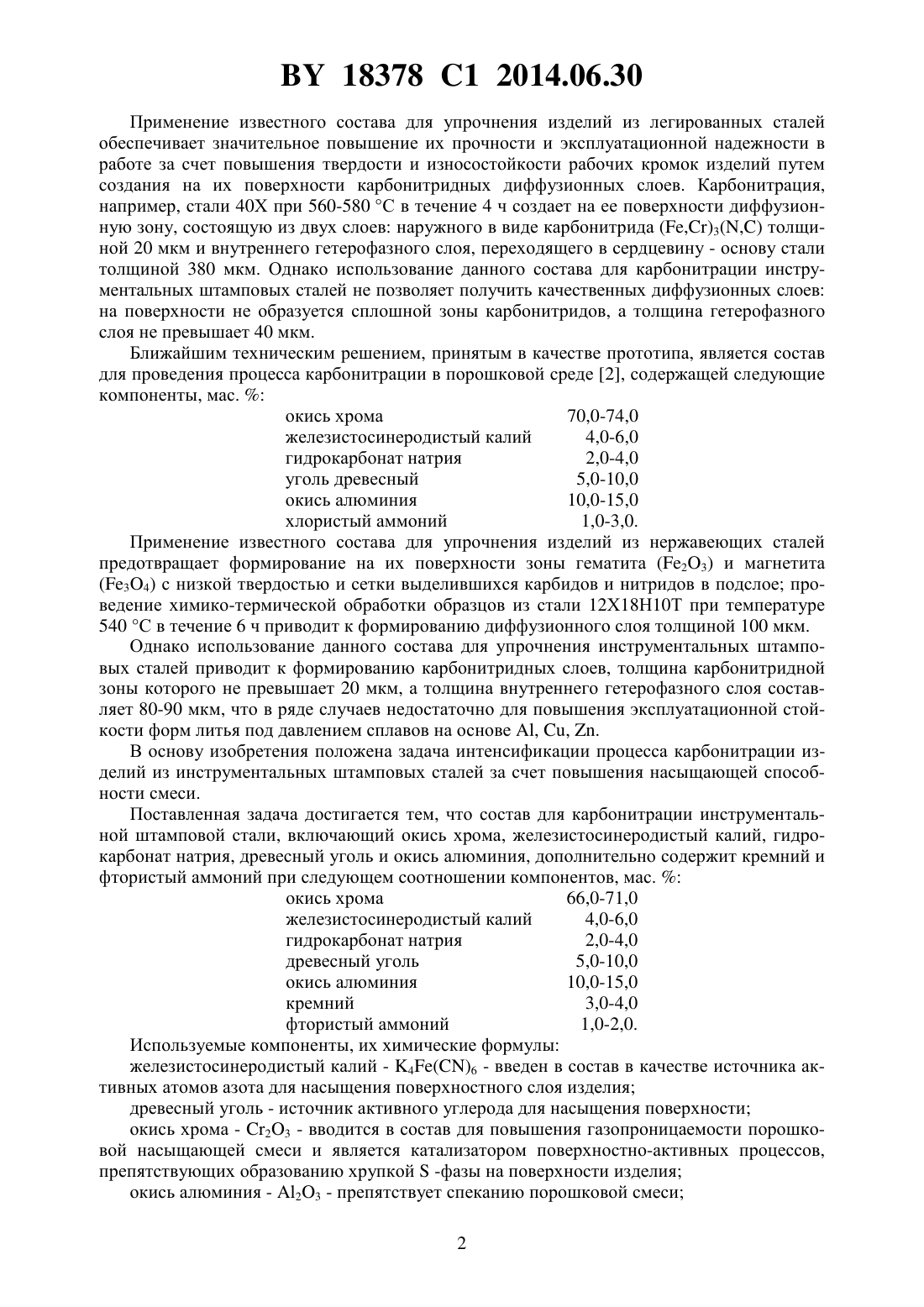
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СОСТАВ ДЛЯ КАРБОНИТРАЦИИ ИНСТРУМЕНТАЛЬНОЙ ШТАМПОВОЙ СТАЛИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Кухарева Наталия Георгиевна Петрович Светлана Николаевна Галынская Нина Александровна(73) Патентообладатель Белорусский национальный технический университет(57) Состав для карбонитрации инструментальной штамповой стали, включающий окись хрома, железистосинеродистый калий, гидрокарбонат натрия, древесный уголь и окись алюминия, отличающийся тем, что дополнительно содержит кремний и фтористый аммоний при следующем соотношении компонентов, мас.окись хрома 66,0-71,0 железистосинеродистый калий 4,0-6,0 гидрокарбонат натрия 2,0-4,0 древесный уголь 5,0-10,0 окись алюминия 10,0-15,0 кремний 3,0-4,0 фтористый аммоний 1,0-2,0. Изобретение относится к области металлургии, а именно к химико-термической обработке сплавов в порошковых насыщающих средах, в частности для получения на поверхности инструментальных штамповых сталей износостойких углерод- и азотсодержащих (карбонитридных) поверхностных слоев, и может быть использовано для повышения эксплуатационных характеристик инструмента горячего деформирования из сталей типа 4 Х 5 МФС,ЗХ 2 В 8, а именно матриц и пуансонов штампов прессования, прошивок и вытяжек, накатного инструмента, форм литья под давлением сплавов на основе , , , формы прессования полимерных материалов и т.п. в машиностроительной, приборостроительной,химической, авиационной и других отраслях промышленности. Известен состав для карбонитрации из порошковых насыщающих сред 1 на основе древесного угля, железосинеродистого калия и карбоната калия при следующем соотношении компонентов, мас.древесный уголь 60,0 железистосинеродистый калий 30,0 карбонат калия 10,0. 18378 1 2014.06.30 Применение известного состава для упрочнения изделий из легированных сталей обеспечивает значительное повышение их прочности и эксплуатационной надежности в работе за счет повышения твердости и износостойкости рабочих кромок изделий путем создания на их поверхности карбонитридных диффузионных слоев. Карбонитрация,например, стали 40 Х при 560-580 С в течение 4 ч создает на ее поверхности диффузионную зону, состоящую из двух слоев наружного в виде карбонитрида (,)3(,) толщиной 20 мкм и внутреннего гетерофазного слоя, переходящего в сердцевину - основу стали толщиной 380 мкм. Однако использование данного состава для карбонитрации инструментальных штамповых сталей не позволяет получить качественных диффузионных слоев на поверхности не образуется сплошной зоны карбонитридов, а толщина гетерофазного слоя не превышает 40 мкм. Ближайшим техническим решением, принятым в качестве прототипа, является состав для проведения процесса карбонитрации в порошковой среде 2, содержащей следующие компоненты, мас.окись хрома 70,0-74,0 железистосинеродистый калий 4,0-6,0 гидрокарбонат натрия 2,0-4,0 уголь древесный 5,0-10,0 окись алюминия 10,0-15,0 хлористый аммоний 1,0-3,0. Применение известного состава для упрочнения изделий из нержавеющих сталей предотвращает формирование на их поверхности зоны гематита (23) и магнетита(34) с низкой твердостью и сетки выделившихся карбидов и нитридов в подслое проведение химико-термической обработки образцов из стали 12 Х 18 Н 10 Т при температуре 540 С в течение 6 ч приводит к формированию диффузионного слоя толщиной 100 мкм. Однако использование данного состава для упрочнения инструментальных штамповых сталей приводит к формированию карбонитридных слоев, толщина карбонитридной зоны которого не превышает 20 мкм, а толщина внутреннего гетерофазного слоя составляет 80-90 мкм, что в ряде случаев недостаточно для повышения эксплуатационной стойкости форм литья под давлением сплавов на основе , , . В основу изобретения положена задача интенсификации процесса карбонитрации изделий из инструментальных штамповых сталей за счет повышения насыщающей способности смеси. Поставленная задача достигается тем, что состав для карбонитрации инструментальной штамповой стали, включающий окись хрома, железистосинеродистый калий, гидрокарбонат натрия, древесный уголь и окись алюминия, дополнительно содержит кремний и фтористый аммоний при следующем соотношении компонентов, мас.окись хрома 66,0-71,0 железистосинеродистый калий 4,0-6,0 гидрокарбонат натрия 2,0-4,0 древесный уголь 5,0-10,0 окись алюминия 10,0-15,0 кремний 3,0-4,0 фтористый аммоний 1,0-2,0. Используемые компоненты, их химические формулы железистосинеродистый калий - 46 - введен в состав в качестве источника активных атомов азота для насыщения поверхностного слоя изделия древесный уголь - источник активного углерода для насыщения поверхности окись хрома - 23 - вводится в состав для повышения газопроницаемости порошковой насыщающей смеси и является катализатором поверхностно-активных процессов,препятствующих образованию хрупкой-фазы на поверхности изделия окись алюминия - 23 - препятствует спеканию порошковой смеси 2 18378 1 2014.06.30 гидрокарбонат натрия - 3 - способствует созданию в реакционном пространстве науглераживающей атмосферы кремний -- обладая большим сродством к кислороду, препятствует развитию окислительных процессов на составляющих порошковой смеси, являющихся источниками насыщающих элементов фтористый аммоний - 4 - увеличивает парциальное давление в смеси, ее газопроницаемость и препятствует образованию окисных пленок на обрабатываемых изделиях. Комплексное использование наряду с древесным углем, железистосинеродистым калием, гидрокарбонатом натрия, оксидом алюминия, оксидом хрома кремния и фтористого аммония позволяет увеличить насыщающую способность смеси, способствует образованию на поверхности изделий карбонитридной зоны толщиной не менее 40 мкм, тем самым решая поставленную задачу по интенсификации процесса карбонитрации инструментальных штамповых сталей. Состав по изобретению (табл. 1) использовали на примере проведения химикотермической обработки путем карбонитрации образцов из стали 4 Х 5 МФС и ЗХ 2 В 8 при 560 С в течение 6 ч. В таблице приведена общая толщина диффузионного слоя, включающая карбонитридную зону и внутреннюю гетерофазную зону. Таблица 1 Составы насыщающих смесей для карбонитрациисостава 1 2 3 4 5 Насыщающая способность известного и предлагаемого составов для карбонитрации приведены в табл. 2. Таблица 2 Насыщающая способность известного и предлагаемого составов Режим насыщения Толщина слоя, мкм Предлагаемый состав 1 2 3 4 5 130 165 180 170 140 150 190 210 185 160 Составы 1 и 5, выходящие за пределы оптимальных соотношений компонентов,т. е. выше верхнего и ниже нижнего пределов, приводят при обработке из них инструментальной штамповой стали к уменьшению толщины слоя. Из приведенных данных следует, что карбонитрация в порошковых средах с использованием предлагаемого состава превосходит по насыщающей способности известный состав. Промышленное освоение состава готовится на территории СНГ. Источники информации 1. Прокошкин Д.А. Химико-термическая обработка металлов - карбонитрация. - М. Металлургия, Машиностроение, 1984. - С. 191-196. 2.6453, МПК 223 8/72, 2004. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C23C 12/02, C23C 8/72
Метки: состав, карбонитрации, штамповой, стали, инструментальной
Код ссылки
<a href="https://by.patents.su/3-18378-sostav-dlya-karbonitracii-instrumentalnojj-shtampovojj-stali.html" rel="bookmark" title="База патентов Беларуси">Состав для карбонитрации инструментальной штамповой стали</a>
Состав для карбонитрации быстрорежущих сталей
Номер патента: 7760
Опубликовано: 28.02.2006
Авторы: Кухарева Наталья Георгиевна, Евлашов Николай Дмитриевич, Петрович Светлана Николаевна
МПК: C23C 12/00
Метки: быстрорежущих, состав, карбонитрации, сталей
Текст:
...инструмента из быстрорежущих сталей, работающего в условиях высоких динамических и термических знакопеременных нагрузок, не всегда приводит к получению желаемого результата. В основу изобретения положена задача увеличения износостойкости инструмента, изготовленного из быстрорежущих сталей, при расширении диапазона температурновременных параметров в сторону снижения температуры процесса насыщения. Поставленная задача достигается тем, что...
Состав для химико-термической обработки нержавеющих сталей
Номер патента: 6453
Опубликовано: 30.09.2004
Авторы: Кухарева Наталья Георгиевна, Петрович Светлана Николаевна, Стасевич Георгий Викторович
МПК: C23C 8/72
Метки: нержавеющих, химико-термической, обработки, состав, сталей
Текст:
...Однако использование известного состава для повышения стойкости инструмента, изготовленного из нержавеющих сталей и работающего в условиях высоких динамических и знакопеременных нагрузок, не всегда обеспечивает инструменту требуемые эксплуатационные свойства в виду наличия карбонитридной сетки в структуре твердого раствора, увеличивающей его хрупкость, и образования на поверхности изделий зоны гематита (2 О 3) и магнетита (34) с...
Состав для химико-термической обработки металлорежущего инструмента
Номер патента: 5861
Опубликовано: 30.03.2004
Авторы: Кухарев Борис Степанович, Кухарева Наталья Георгиевна, Стасевич Георгий Викторович
МПК: C23C 12/00
Метки: обработки, химико-термической, металлорежущего, инструмента, состав
Текст:
...и эксплуатационной надежности в работе. Карбонитрация, например, стали 40 Х при 560580 С создает на ее поверхности диффузионную зону, состоящую из двух слоев наружного карбонитрида (е,С)3(,С) и гетерофазного, переходящего в сердцевину - основу стали. Размеры слоев, получаемых при карбонитрации, имеют большое практическое значение для повышения эксплуатационных свойств инструмента. Однако известный состав при использовании его в ХТО путем...
Состав для карбидизации высокохромистой стали
Номер патента: 12167
Опубликовано: 30.08.2009
Авторы: Кухарева Наталия Георгиевна, Стасевич Георгий Викторович, Петрович Светлана Николаевна, Басалай Ирина Анатольевна
МПК: C23C 8/00
Метки: высокохромистой, стали, карбидизации, состав
Текст:
...20,0 порошок железа 10,0 силикокальций 20,0. Применение известного состава для карбидизации изделий из высокохромистых сталей позволяет понизить температуру процесса и частично предотвратить протекание окислительных процессов за счет введения силикокальция, который, обладая большим сродством к кислороду, делает термодинамически невозможным образование окиси хрома. Однако,данный состав не обеспечивает достаточную насыщающую способность. В...
Состав обмазки для диффузионного карбонитрирования
Номер патента: 15496
Опубликовано: 28.02.2012
Автор: Федулов Владимир Николаевич
МПК: C23C 8/72
Метки: карбонитрирования, обмазки, состав, диффузионного
Текст:
...изделий. Решение задачи достигается тем, что в составе обмазки для диффузионного карбонитрирования стального изделия, включающем калий железистосинеродистый, окись кремния и натрий хлористый, дополнительно содержится кальций фтористый при следующем соотношении компонентов, мас.калий железистосинеродистый 45-55 окись кремния 35-45 натрий хлористый 4-6 кальций фтористый 4-6. Замена бентонита и шунгита фтористым кальцием и увеличение содержания...
Предыдущий патент: Способ получения композита на основе нанооксидов титана и кремния
Следующий патент: Способ присоединения кремниевого кристалла к кристаллодержателю полупроводникового прибора
Случайный патент: Комбайн шахтный проходческий