Способ закалки изделия
Номер патента: 14476
Опубликовано: 30.06.2011
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
Текст
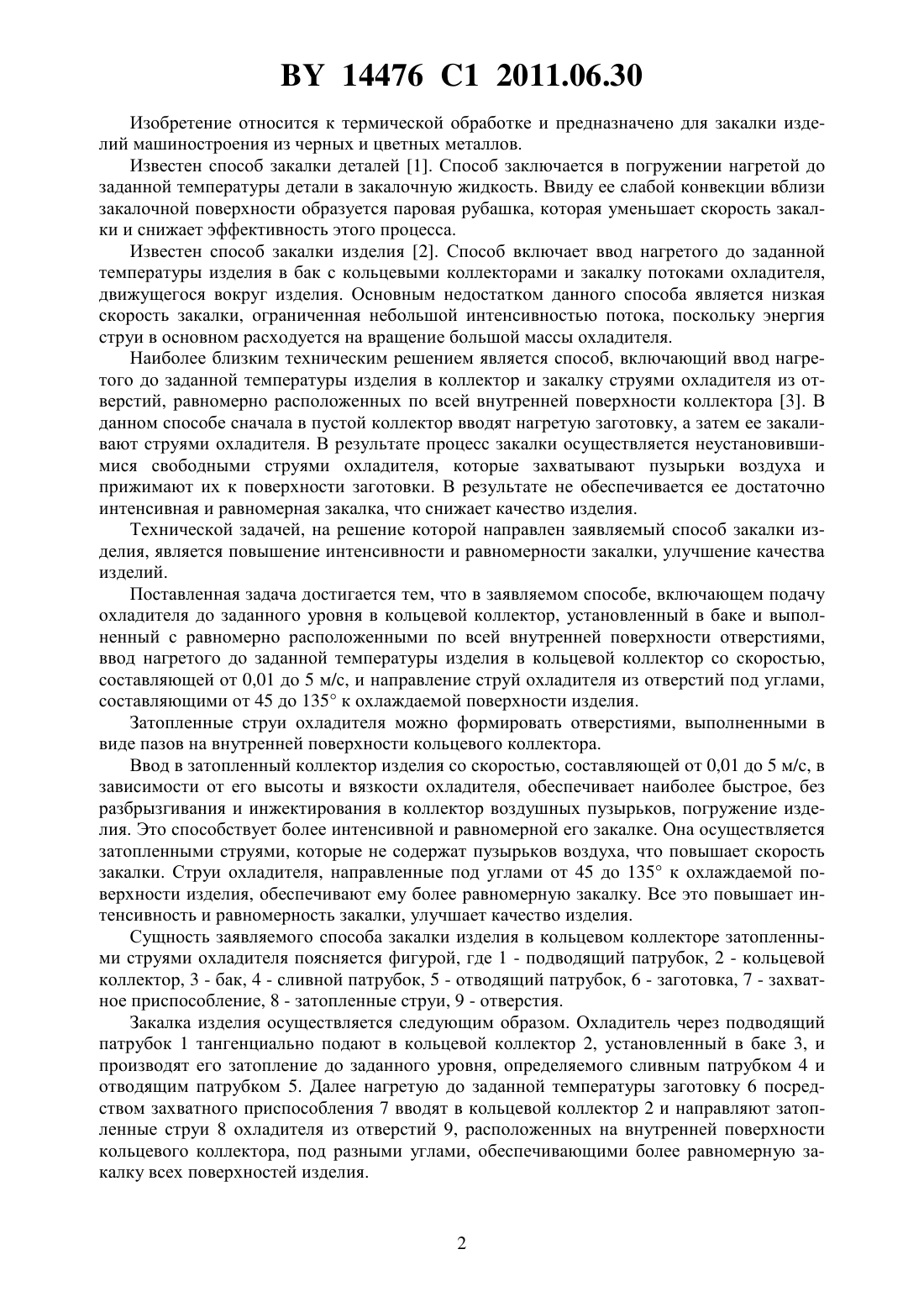
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) 1. Способ закалки изделия, включающий подачу охладителя до заданного уровня в кольцевой коллектор, установленный в баке и выполненный с равномерно расположенными по всей внутренней поверхности отверстиями, ввод нагретого до заданной температуры изделия в кольцевой коллектор со скоростью, составляющей от 0,01 до 5 м/с, и направление струй охладителя из отверстий под углами, составляющими от 45 до 135 к охлаждаемой поверхности изделия. 2. Способ по п. 1, отличающийся тем, что используют кольцевой коллектор с отверстиями на внутренней поверхности, выполненными в виде пазов. 14476 1 2011.06.30 Изобретение относится к термической обработке и предназначено для закалки изделий машиностроения из черных и цветных металлов. Известен способ закалки деталей 1. Способ заключается в погружении нагретой до заданной температуры детали в закалочную жидкость. Ввиду ее слабой конвекции вблизи закалочной поверхности образуется паровая рубашка, которая уменьшает скорость закалки и снижает эффективность этого процесса. Известен способ закалки изделия 2. Способ включает ввод нагретого до заданной температуры изделия в бак с кольцевыми коллекторами и закалку потоками охладителя,движущегося вокруг изделия. Основным недостатком данного способа является низкая скорость закалки, ограниченная небольшой интенсивностью потока, поскольку энергия струи в основном расходуется на вращение большой массы охладителя. Наиболее близким техническим решением является способ, включающий ввод нагретого до заданной температуры изделия в коллектор и закалку струями охладителя из отверстий, равномерно расположенных по всей внутренней поверхности коллектора 3. В данном способе сначала в пустой коллектор вводят нагретую заготовку, а затем ее закаливают струями охладителя. В результате процесс закалки осуществляется неустановившимися свободными струями охладителя, которые захватывают пузырьки воздуха и прижимают их к поверхности заготовки. В результате не обеспечивается ее достаточно интенсивная и равномерная закалка, что снижает качество изделия. Технической задачей, на решение которой направлен заявляемый способ закалки изделия, является повышение интенсивности и равномерности закалки, улучшение качества изделий. Поставленная задача достигается тем, что в заявляемом способе, включающем подачу охладителя до заданного уровня в кольцевой коллектор, установленный в баке и выполненный с равномерно расположенными по всей внутренней поверхности отверстиями,ввод нагретого до заданной температуры изделия в кольцевой коллектор со скоростью,составляющей от 0,01 до 5 м/с, и направление струй охладителя из отверстий под углами,составляющими от 45 до 135 к охлаждаемой поверхности изделия. Затопленные струи охладителя можно формировать отверстиями, выполненными в виде пазов на внутренней поверхности кольцевого коллектора. Ввод в затопленный коллектор изделия со скоростью, составляющей от 0,01 до 5 м/с, в зависимости от его высоты и вязкости охладителя, обеспечивает наиболее быстрое, без разбрызгивания и инжектирования в коллектор воздушных пузырьков, погружение изделия. Это способствует более интенсивной и равномерной его закалке. Она осуществляется затопленными струями, которые не содержат пузырьков воздуха, что повышает скорость закалки. Струи охладителя, направленные под углами от 45 до 135 к охлаждаемой поверхности изделия, обеспечивают ему более равномерную закалку. Все это повышает интенсивность и равномерность закалки, улучшает качество изделия. Сущность заявляемого способа закалки изделия в кольцевом коллекторе затопленными струями охладителя поясняется фигурой, где 1 - подводящий патрубок, 2 - кольцевой коллектор, 3 - бак, 4 - сливной патрубок, 5 - отводящий патрубок, 6 - заготовка, 7 - захватное приспособление, 8 - затопленные струи, 9 - отверстия. Закалка изделия осуществляется следующим образом. Охладитель через подводящий патрубок 1 тангенциально подают в кольцевой коллектор 2, установленный в баке 3, и производят его затопление до заданного уровня, определяемого сливным патрубком 4 и отводящим патрубком 5. Далее нагретую до заданной температуры заготовку 6 посредством захватного приспособления 7 вводят в кольцевой коллектор 2 и направляют затопленные струи 8 охладителя из отверстий 9, расположенных на внутренней поверхности кольцевого коллектора, под разными углами, обеспечивающими более равномерную закалку всех поверхностей изделия. 14476 1 2011.06.30 При вводе изделия в затопленный кольцевой коллектор со скоростью менее 0,01 м/с повышается неравномерность закалки заготовки по ее высоте. Скорость ввода изделия более 5 м/с создает значительное разбрызгивание охладителя и инжекцию в коллектор пузырьков воздуха. Это приводит к снижению интенсивности процесса закалки заготовки. При направлении затопленных струй охладителя под углами менее 45 и более 135 к поверхностям изделия уменьшается интенсивность процесса закалки по причине существенного возрастания толщины теплового пограничного слоя между поверхностями закалки изделия и потока охладителя. Пример 1 Производили закалку заготовок диаметром 60 мм и высотой 160 мм из стали 38 ХГС. Заготовки нагревали до 930 С, вводили их в кольцевой коллектор со скоростью 0,2 м/с и направляли затопленные струи воды под углами 45, 90, 135 к поверхностям заготовки. Это позволило, по сравнению с закалкой незатопленными струями, повысить среднюю твердость заготовок на 6 и уменьшить разброс твердости по сечению и высоте заготовок в среднем на 45 . При этом на их поверхности отсутствовали трооститные и трооститно-мартенситные пятна. Пример 2 Производили закалку заготовок диаметром 70 мм и высотой 160 мм из силумина АК 12 М 4. Заготовки нагревали до 520 С, вводили их в затопленный кольцевой коллектор со скоростью 0,2 м/с и направляли затопленные струи воды под углами 45, 90, 135 к поверхностям заготовки. Это позволило, по сравнению с закалкой незатопленными струями,повысить среднюю твердость заготовок на 4 и уменьшить разброс твердости по сечению и высоте заготовок в среднем на 28 . Источники информации 1. Гуляев А.П. Металловедение. - М. Металлургия, 1986. - С. 270-271. 2. А.с. СССР 1201324, МПК 21 1/62 // БИ 48. - 1985. 3. Патент 2250 , МПК 21 1/64, опубл. 2005.12.30. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C21D 1/62
Метки: способ, изделия, закалки
Код ссылки
<a href="https://by.patents.su/3-14476-sposob-zakalki-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ закалки изделия</a>
Устройство для закалки заготовок
Номер патента: U 5797
Опубликовано: 30.12.2009
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: C21D 1/62
Метки: закалки, устройство, заготовок
Текст:
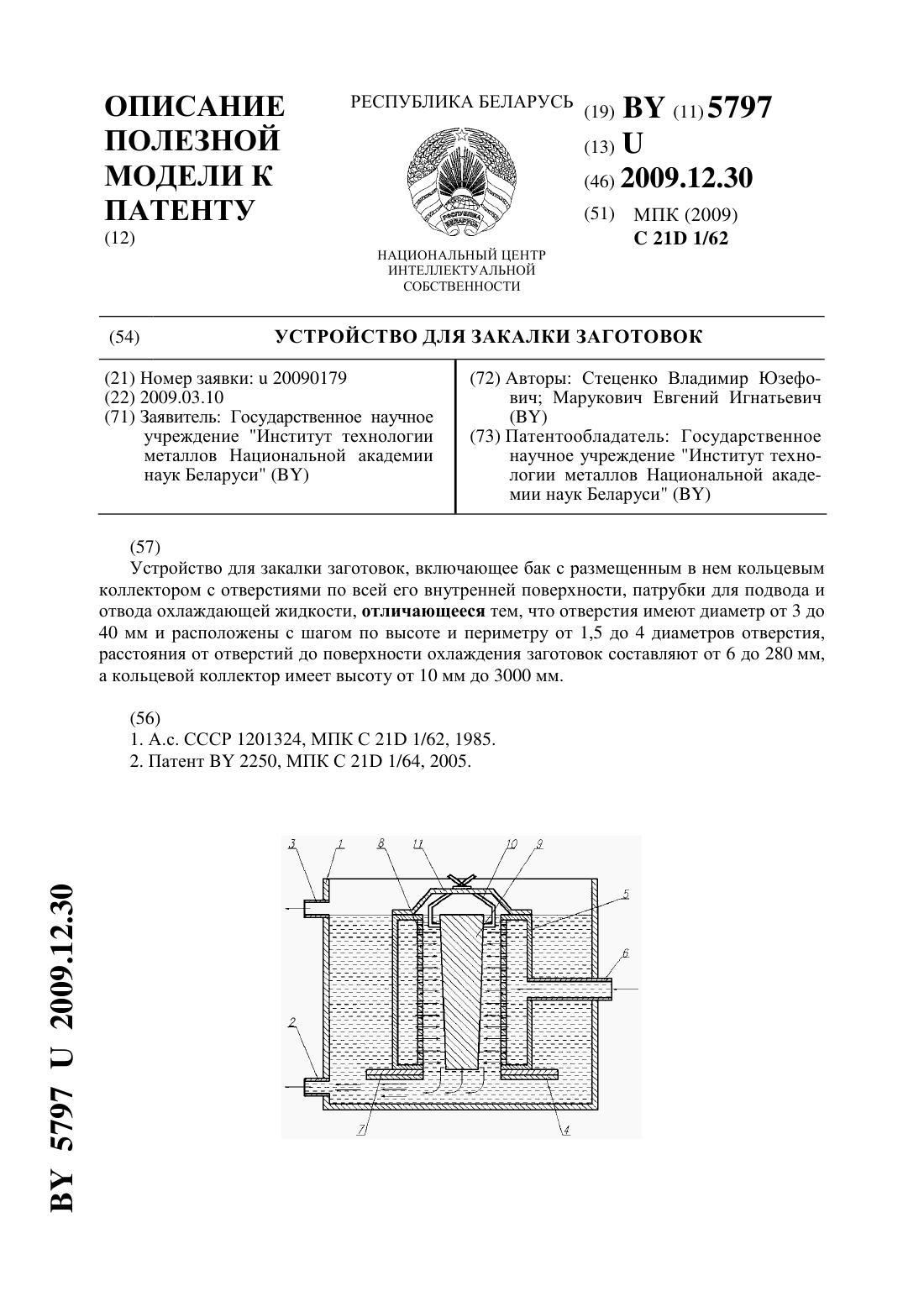
...заготовки составляют от 6 до 280 мм, то это позволяет сократить количество кольцевых коллекторов для широкой номенклатуры заготовок, при этом не снижая эффективности закалки заготовок. Это существенно снижает затраты на термообработку заготовок и расширяет технические возможности устройства, что приводит к уменьшению стоимости закаленных заготовок и расширению их номенклатуры. Отсутствие зависимости высоты коллектора от высоты заготовки...
Установка для закалки изделий
Номер патента: U 5676
Опубликовано: 30.10.2009
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: C21D 1/62
Метки: изделий, установка, закалки
Текст:
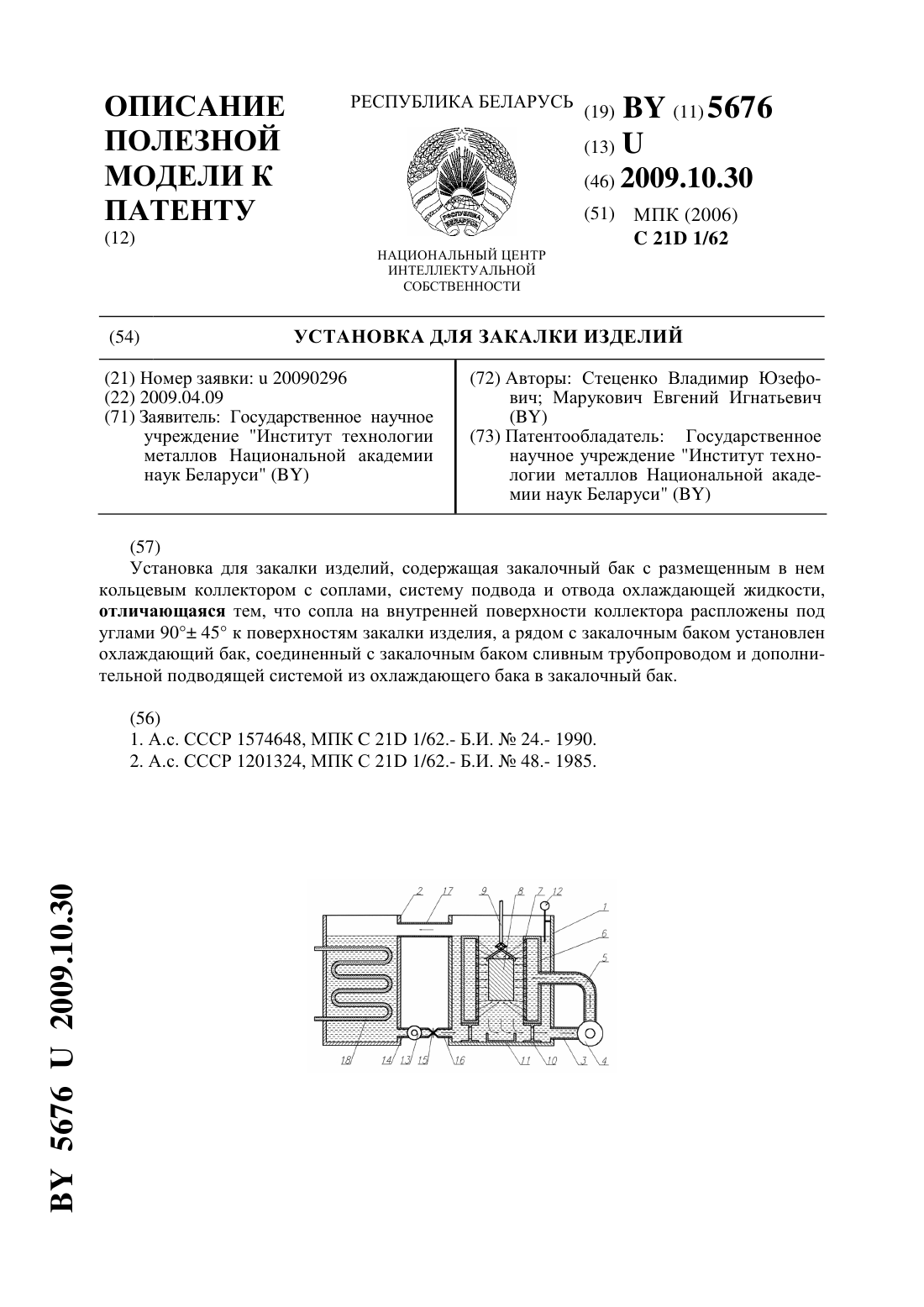
...жидкости, что повышает эффективность закалки изделий. Это увеличивает производительность установки и повышает качество изделий. Если сопла на внутренней поверхности коллектора расположены под углами менее 45 и более 135 к поверхностям закалки изделия, то существенно снижается интенсивность процесса закалки по причине значительного возрастания толщины теплового пограничного слоя между поверхностями закалки изделия и потоком охладителя. На...
Способ охлаждения кристаллизатора для непрерывного литья заготовок или слитков
Номер патента: 11188
Опубликовано: 30.10.2008
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: литья, слитков, или, заготовок, охлаждения, кристаллизатора, способ, непрерывного
Текст:
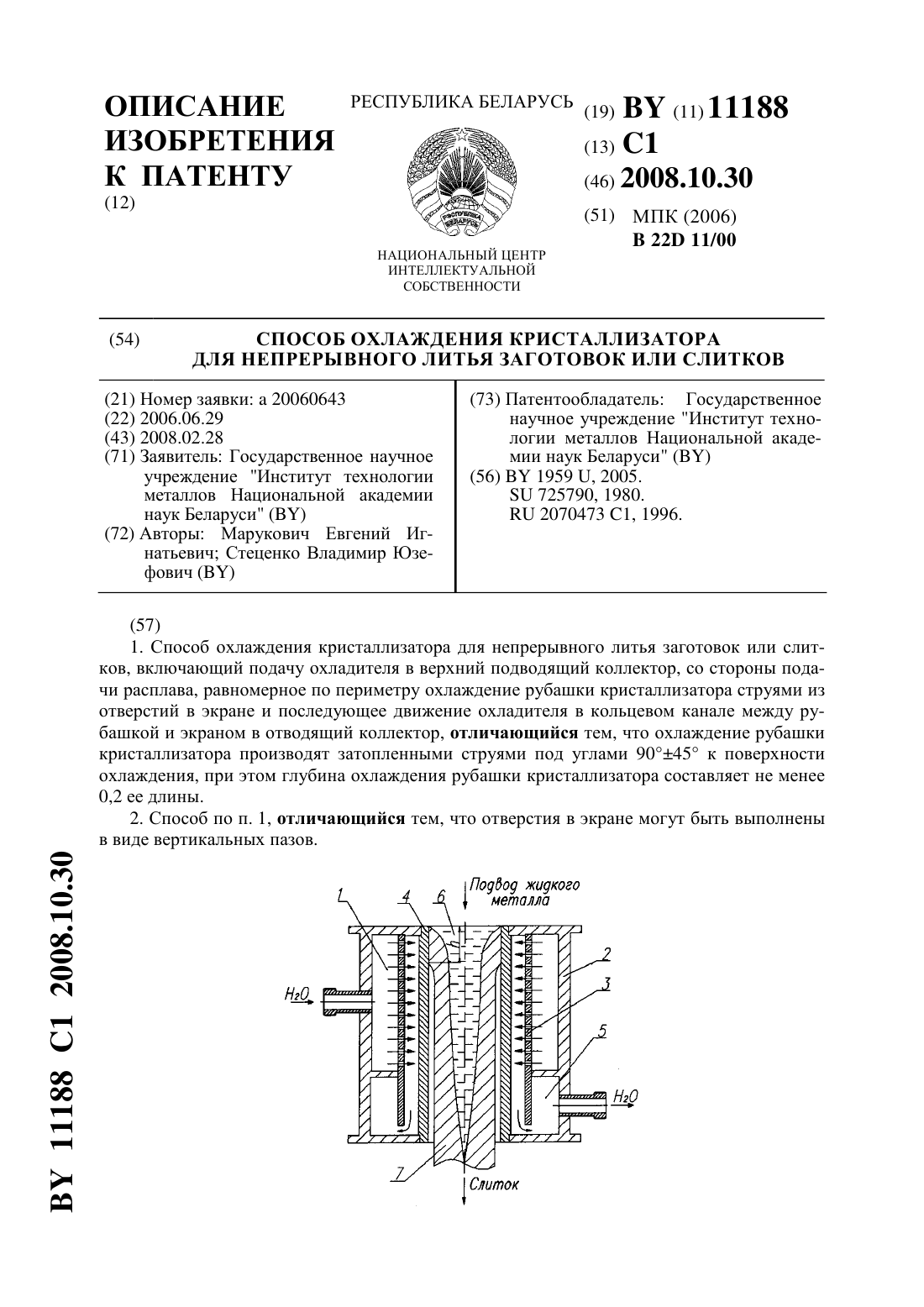
...заготовок. Технической задачей, на решение которой направлен заявленный способ охлаждения кристаллизатора для непрерывного литья заготовок или слитков, является повышение производительности процесса литья и улучшение качества заготовки. Поставленная задача достигается тем, что в заявленном способе, включающем подачу охладителя в верхний подводящий коллектор, со стороны подачи расплава, равномерное по периметру охлаждение рубашки...
Устройство для экранирования электромагнитного воздействия при высокочастотной термообработке изделия и способ высокочастотной термообработки изделия
Номер патента: 5758
Опубликовано: 30.12.2003
Авторы: Волчок Владимир Федорович, Баранов Владимир Степанович
Метки: воздействия, устройство, способ, термообработке, высокочастотной, экранирования, электромагнитного, изделия, термообработки
Текст:
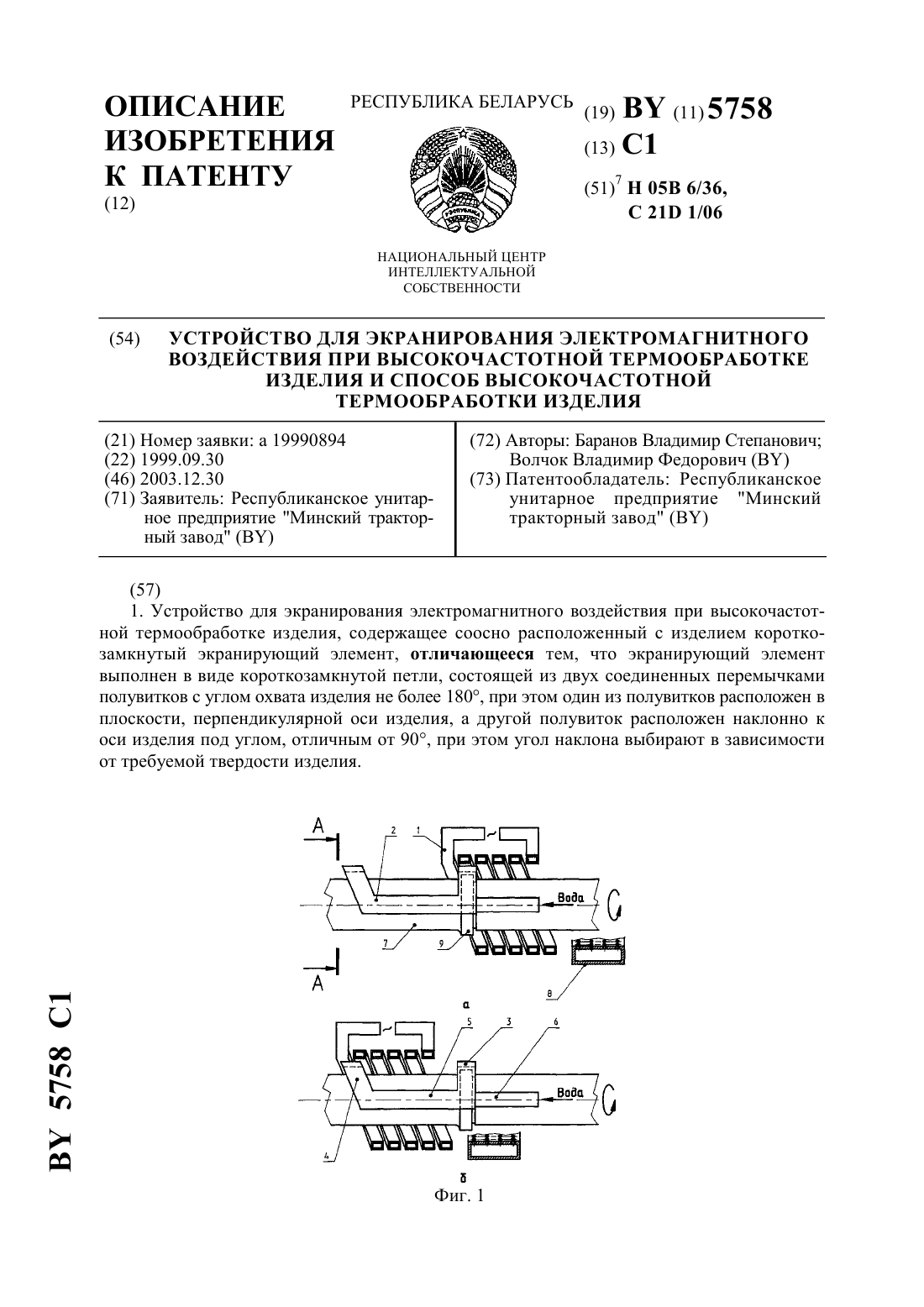
...на различную твердость цилиндрической и выступающей поверхности изделия ведут с помощью экранирующего элемента, состоящего из двух полувитков с перемычками. Нагрев,охлаждение и отпуск проводят за один проход индуктора от первого полувитка, охватывающего выступающую поверхность, до второго полувитка, расположенного под углом к оси изделия. При этом при прохождении индуктором первого экранирующего полувитка,за счет его экранирующего...
Устройство для поверхностной закалки дисковых изделий с нагревом токами высокой частоты
Номер патента: U 2275
Опубликовано: 30.12.2005
Авторы: Тарарук Аркадий Иванович, Гордиенко Анатолий Илларионович, Вегера Иван Иванович, Ивашко Виктор Викторович, Синцов Сергей Иванович
МПК: C21D 1/06
Метки: нагревом, токами, дисковых, изделий, высокой, устройство, поверхностной, частоты, закалки
Текст:
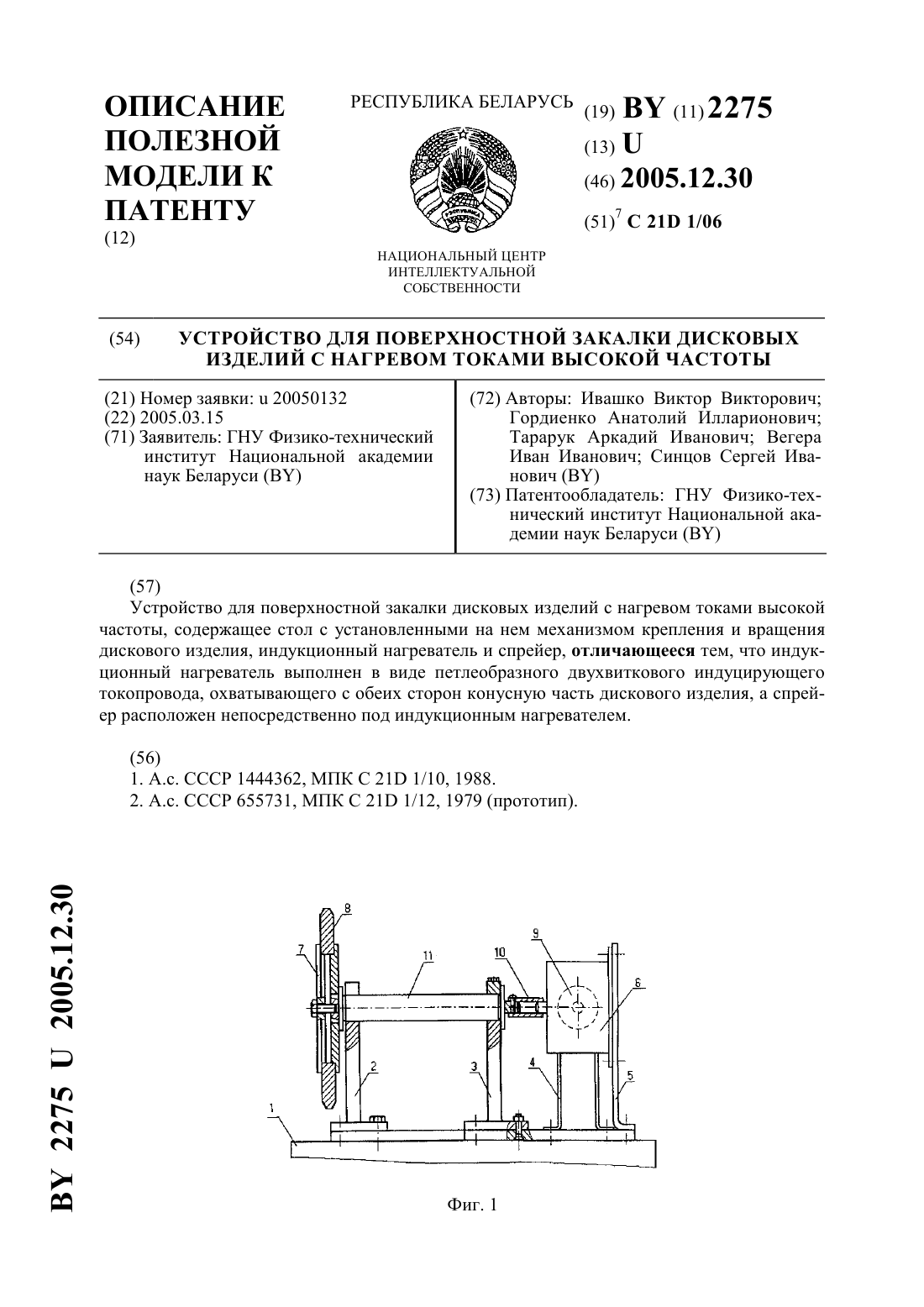
...с нагревом токами высокой частоты, содержащем стол с установленными на нем механизмом крепления и вращения дискового изделия, спрейер, индукционный нагреватель, последний выполнен в виде петлеобразного двухвиткового индуцирующего токопровода, охватывающего с обеих сторон конусную часть дискового изделия, а спрейер расположен непосредственно под индукционным нагревателем. Полезная модель поясняется графическими материалами, где на фиг. 1...
Предыдущий патент: Установка для обработки воды
Следующий патент: Фреза дереворежущая
Случайный патент: Механизм шагового перемещения